Laser distance sensors are the kind of sensors you use when “roughly there” is not good enough.
A normal proximity sensor can tell you if something is present. Useful, of course. But sometimes you need more than that. You need to know the actual distance. Maybe a part must be positioned precisely. Maybe a product height needs to be checked. Maybe a robot, conveyor, press, or inspection station needs a clean measurement instead of a simple yes/no signal.
That is where laser distance sensors come in.
They measure distance without touching the object, using a focused beam of light and internal electronics that convert the returned signal into a usable measurement value. In industrial automation, they are used for positioning, thickness control, object measurement, quality inspection, level monitoring, and many other applications where accuracy matters.
Small beam. Big job.
What Is a Laser Distance Sensor?
A laser distance sensor, sometimes also called a laser displacement sensor, is a non-contact sensor used to measure the distance between the sensor and an object.
The sensor emits laser light toward the target. Part of that light is reflected back from the object surface and received inside the sensor. Based on the returned light, the sensor calculates the distance.
Depending on the sensor type, this calculation may be based on different technologies. Two important methods are:
- Laser triangulation
- Time-of-flight measurement
Both methods use laser light, but they calculate distance in different ways.
Triangulation is often used for short to medium measuring ranges where high precision is required. Time-of-flight is commonly used for longer distances where the sensor measures how long the light signal takes to travel to the target and return.
Different job, different method. That’s the simple version.
How Does a Laser Distance Sensor Work?
A laser distance sensor sends a laser beam or laser line onto the object being measured. The object reflects part of that light back toward the sensor. Inside the sensor, a receiving element detects the reflected light.
In triangulation-based sensors, the position of the reflected light on the receiver changes depending on the object distance. If the object is closer, the reflected light hits one area of the receiving element. If the object is farther away, it hits a different area.
The sensor electronics compare that position with calibrated internal data and calculate the distance.
From the outside, it may look very simple: laser on object, value comes out.
Inside, though, the sensor is doing fast optical measurement, signal processing, filtering, exposure adjustment, and output conversion. All of that happens in a very small housing, which is quite impressive when you think about it for a second.
Laser Triangulation Principle
Laser triangulation is one of the most common principles used in precise laser distance sensors.
The basic idea is geometric. The sensor creates a triangle between the laser source, the target point, and the receiver inside the sensor.
Here is how it works:
- The laser emits a beam toward the target.
- The target reflects part of the light.
- The reflected light is detected by a position-sensitive receiving element.
- The position of the light on the receiver changes as the target distance changes.
- The sensor calculates the distance using calibration data.
So the sensor does not only ask, “Did the light come back?” It also asks, “Where did the light land on the receiver?”
That position is the key.
Because the angle of the reflected light changes with distance, the sensor can determine how far the object is from the sensor. With proper calibration and good signal quality, triangulation sensors can measure very accurately.
Where Laser Triangulation Works Best
Triangulation is especially useful for measuring distances from tens of millimeters up to a few meters, depending on the sensor model.
It is commonly used when the application needs high precision, fast response, and stable repeatability. For example, checking whether a part is sitting at the right height or measuring small position changes during production.
Typical triangulation applications include:
- Precise distance measurement
- Object positioning
- Height measurement
- Thickness measurement
- Dimensional inspection
- Surface position control
- Robotic positioning
- Quality control
At very long distances, triangulation becomes less practical because the geometry becomes less favorable and measurement reliability can drop. For long-range applications, time-of-flight sensors are often a better choice.
So, triangulation is not “better” for everything. It is just very good in the right distance range.
Time-of-Flight Measurement
Time-of-flight measurement works differently.
Instead of calculating distance from the position of reflected light on a receiver, the sensor measures how long the light signal takes to travel to the object and back.
The sensor emits a short laser pulse or modulated light signal. The signal reflects from the object and returns to the sensor. The electronics measure the time delay or phase shift and convert it into distance.
The basic idea is similar to ultrasonic time-of-flight sensors, except laser distance sensors use light instead of sound.
The advantage of time-of-flight technology is that it can work over longer distances. This makes it useful for applications where the target is far away or where a longer measuring range is more important than extremely fine short-range resolution.
Typical time-of-flight applications include:
- Long-distance object detection
- Crane and storage system positioning
- Level measurement
- Vehicle or pallet positioning
- Large machine positioning
- Distance monitoring in logistics systems
For long-range measurement, time-of-flight is often the more practical solution.
Measuring Functions of Laser Distance Sensors
Laser distance sensors can do more than simply output a distance value. Depending on the sensor features, they may support different measuring functions.
Two common functions are:
- Distance measurement
- Tolerance measurement
These functions are useful in different types of automation tasks.
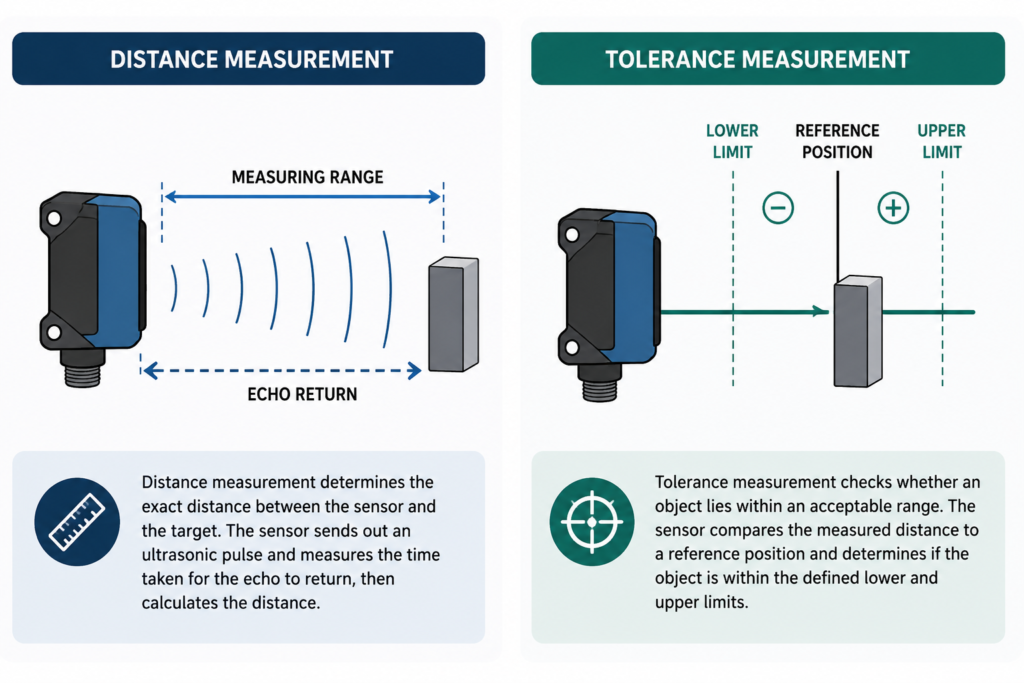
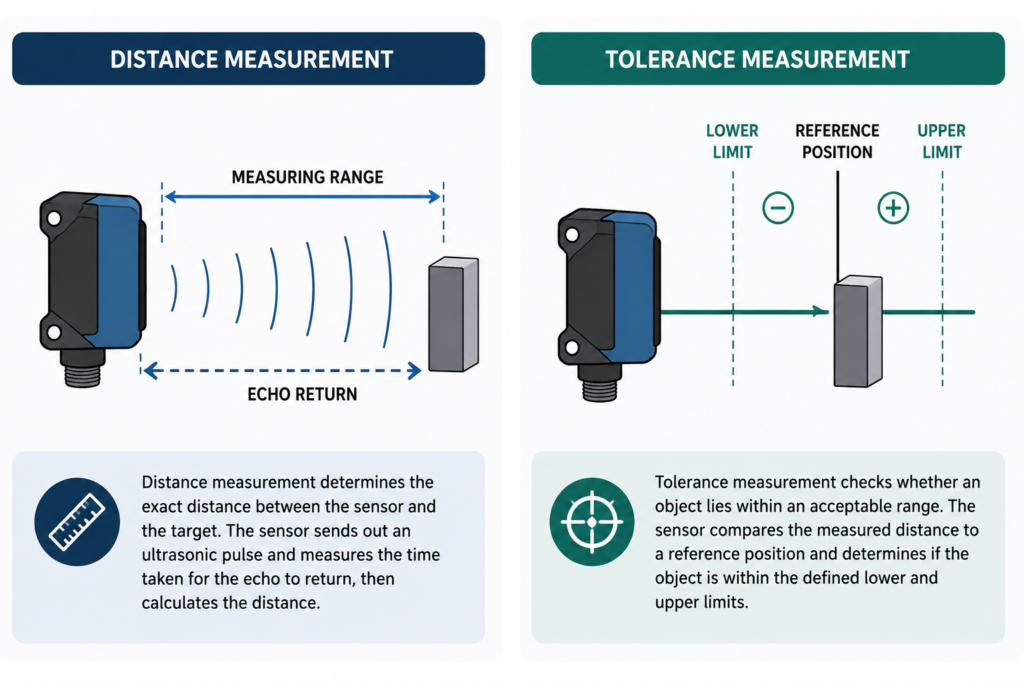
Distance Measurement
In distance measurement mode, the sensor measures the distance from itself to the object and outputs that value.
This value can be used for precise positioning, measurement, or control. For example, a machine may use the measured distance to stop a movement at the correct position or to check whether an object is present at the correct height.
The output may be analog, digital, or transmitted through a communication interface.
Common outputs include:
- 0–10 V
- 4–20 mA
- Digital switching output
- IO-Link
- Serial interfaces
- Industrial Ethernet protocols on advanced sensors
A digital output can often be configured to switch at a defined distance. This allows the same sensor to be used both as a measuring device and as a precise switching sensor.
Tolerance Measurement
Tolerance measurement is useful when the goal is to check whether a part is within an acceptable dimensional range.
The sensor can be taught a reference position or nominal dimension. After that, it measures deviation from this reference.
For example, if a product must be exactly a certain height, the sensor can compare each product against the taught value. If the measurement is inside tolerance, the part passes. If it is outside tolerance, the sensor or controller can trigger an alarm, reject signal, or correction.
This is very useful for quality control.
Typical tolerance measurement tasks include:
- Checking part height
- Detecting missing components
- Detecting incorrect assembly
- Measuring thickness deviation
- Checking product position
- Rejecting parts outside allowed limits
Instead of sending every measurement to the PLC and doing all calculations there, some sensors can handle part of the tolerance evaluation internally. That can simplify the control system quite a bit.
Beam Shapes in Laser Distance Sensors
Laser distance sensors may use different beam shapes depending on the application.
The most common beam forms are:
- Laser point
- Laser line
- Laser profile
Each one has strengths and weaknesses.
Again, there is no single best option. The right beam shape depends on the target surface and measurement task.
Laser Point
A laser point sensor uses a focused laser spot.
This is useful for measuring small objects or small features because the spot can be very precise. A small spot allows the sensor to focus on a specific point on the target surface.
Laser point sensors are commonly used for:
- Small part measurement
- Fine position measurement
- Precise distance checks
- Measuring narrow targets
- Detecting small height differences
The downside is that a single point can be more sensitive to surface texture, scratches, holes, color changes, or shiny spots. If the surface is rough or uneven, one tiny point may not represent the whole object very well.
It’s accurate, but it sees only one small place.
Laser Line
A laser line sensor projects a short line onto the object instead of a single point.
This can make measurement more stable on rough, textured, or color-varying surfaces because the sensor receives information from a larger area. Instead of relying on one tiny reflection point, it can evaluate a line of reflected light.
Laser line sensors are useful for:
- Rough surfaces
- Textured surfaces
- Printed or colored materials
- Wood, rubber, plastic, or cast surfaces
- Parts with small surface irregularities
A line beam can help average out small surface variations. In many real industrial applications, this gives a more stable measurement than a laser point.
Not always more precise in the theoretical sense, but often more reliable in the messy real world. And the messy real world is where machines actually run.
Laser Profile
Some advanced laser sensors use a longer laser line and create a profile of the object surface.
Instead of measuring one point, they collect many measurement points along the laser line. This allows the sensor to evaluate rough, shiny, uneven, or complex surfaces more reliably.
Profile sensors are useful for:
- Surface inspection
- Shape measurement
- Edge detection
- Gap measurement
- Width measurement
- Height profiles
- Very rough surfaces
- Inhomogeneous shiny surfaces
A profile sensor gives much more information than a simple distance sensor. It can measure shape, not just distance.
Of course, more information also means more setup, more data, and usually more cost. But for difficult measurement tasks, profile sensing can be the right tool.
Important Characteristics of Laser Distance Sensors
Modern laser distance sensors include many features that help them work reliably in industrial environments.
Some important characteristics include:
- High ambient light immunity
- Automatic exposure control
- Synchronization or triggering
- Programmable filters
- Programmable measuring ranges
- Configurable switching outputs
- Multiple communication interfaces
These features are not just fancy brochure words. They solve real problems.
Factory lighting, shiny parts, black rubber, moving targets, machine vibration, and electrical interference can all affect measurement quality. Good sensor features help reduce those problems.
High Ambient Light Immunity
Industrial environments are full of changing light conditions.
There may be LED lights, sunlight through windows, welding flashes, reflective metal surfaces, or bright inspection lighting. Laser distance sensors need to ignore these external light sources as much as possible.
High ambient light immunity means the sensor can separate its own laser signal from unwanted light in the environment.
This helps improve reliability and prevents false measurements caused by bright surrounding light.
In normal words: the sensor should measure its laser reflection, not get confused by the factory lights.
Automatic Exposure Control
Different objects reflect light differently.
A white plastic part may reflect a lot of light. A black rubber part may reflect very little. A shiny metal surface may reflect too much in one direction and too little in another.
Automatic exposure control helps the sensor adapt to changing surface brightness. The sensor can adjust transmission intensity, exposure time, or internal signal processing so that the received signal stays usable.
This is important when measuring objects with different colors or reflectivity.
For example, the same sensor may need to measure:
- Black parts
- White parts
- Shiny parts
- Matte parts
- Bright labels
- Dark rubber
- Low-reflective surfaces
Without proper exposure control, the sensor may saturate on bright surfaces or lose signal on dark ones.
And yes, dark black material is often where optical sensors go to suffer.
Synchronization and Triggering
When several laser distance sensors are used near each other, their light signals can sometimes interfere.
Synchronization or triggering functions help control when each sensor takes a measurement.
In synchronous mode, two sensors may be triggered at the same time. This can be useful for thickness measurement, where one sensor measures from above and another from below.
In asynchronous mode, sensors can be triggered one after another to avoid interference. This is useful when multiple sensors are mounted close together and may disturb each other.
Triggering is also useful when the measurement should happen only at a specific machine position or cycle time.
Typical uses include:
- Thickness measurement with two sensors
- Measuring only when a part is in position
- Avoiding interference between nearby sensors
- Synchronizing measurements with a PLC
- Capturing fast-moving parts at the right moment
Good synchronization can make the difference between clean measurement and random nonsense.
Programmable Filter Functions
Laser measurement signals can contain noise.
Noise may come from surface texture, vibration, target movement, electrical interference, poor reflection, or fast changes in the process.
Programmable filters help smooth the measurement signal. A filter can average or evaluate several measured values before changing the output. This improves resolution and reduces unstable output movement.
The trade-off is response time.
More filtering usually means a smoother signal but slower reaction. Less filtering means faster response but more visible noise.
So the correct filter setting depends on the application.
For a slow-moving level or position measurement, more filtering may be fine. For fast part detection or high-speed measurement, too much filtering may cause delays.
Basically: smooth but slow, or fast but noisy. Pick your poison.
Programmable Measuring Ranges
Many laser distance sensors allow the user to teach or program the measuring range.
This means the sensor’s full analog output can be assigned to a smaller part of the total measuring range.
For example, a sensor may be physically able to measure from 100 mm to 600 mm. But your application may only need 200 mm to 300 mm. By teaching that smaller range, the analog output uses its full scale only across the useful area.
That gives better effective resolution for the application.
Programmable ranges can be set using:
- Teach-in button
- Teach-in wire
- Sensor display
- IO-Link
- Software
- Industrial communication interface
The factory default is often the maximum range, but that is not always the best setup for precision measurement.
Configurable Switching Output
A laser distance sensor may have one or more digital switching outputs.
These outputs can be configured to switch when the measured value goes above or below a set distance.
For example:
- Switch when part is too high
- Switch when object is too far away
- Switch when product is missing
- Switch when distance is inside a window
- Switch when distance is outside tolerance
Hysteresis is often configurable. Hysteresis is the difference between the switching point and the reset point.
This prevents output chatter when the measured value is right on the switching threshold. Without hysteresis, a slightly noisy measurement could make the output rapidly turn on and off.
A little hysteresis is boring but useful. Like cable labels. Nobody praises them until they are missing.
Communication Interfaces
Modern laser distance sensors can often be integrated directly into control systems using different interfaces.
Common interfaces include:
- Analog voltage output
- Analog current output
- Digital switching output
- IO-Link
- Serial communication
- Profinet
- EtherNet/IP
- EtherCAT
- OPC UA
Basic sensors may only have analog and digital outputs. More advanced sensors may support industrial Ethernet or advanced diagnostic data.
This makes integration easier because the PLC or control system can receive measurement values, status information, diagnostics, and parameter settings directly from the sensor.
For maintenance, this can be very helpful. Instead of only knowing “sensor output is wrong,” you may be able to see signal quality, measurement status, operating mode, and error messages.
Applications of Laser Distance Sensors
Laser distance sensors are used wherever precise, non-contact distance measurement is needed.
Common applications include:
- Object positioning
- Height measurement
- Thickness measurement
- Dimensional inspection
- Part presence detection
- Surface position monitoring
- Level measurement
- Robot positioning
- Conveyor measurement
- Quality control
- Assembly verification
- Packaging inspection
- Roll diameter measurement
- Web tension or loop control
- Gap and step measurement
They are especially useful when contact measurement would damage the object, slow down the process, or be mechanically difficult.
For example, measuring the height of every product on a conveyor with a mechanical gauge would be awkward. A laser distance sensor can do it without touching anything.
Clean. Fast. Repeatable.
Strengths of Laser Distance Sensors
Laser distance sensors offer several strong advantages.
They provide precise non-contact measurement. They can be fast. They can measure small changes in distance. They are suitable for automation and quality inspection. They can be integrated with PLCs and industrial networks.
Main advantages include:
- High accuracy
- Non-contact measurement
- Fast response
- Small measuring spot or line
- Good repeatability
- Suitable for small objects
- Analog and digital outputs
- Programmable measuring ranges
- Good integration options
- Useful for quality control
Compared with some other sensor types, laser distance sensors are often chosen when precision is the main requirement.
Limitations of Laser Distance Sensors
Laser distance sensors are powerful, but they are not magic.
The measurement can be affected by surface reflectivity, target angle, transparency, very shiny surfaces, very dark surfaces, dust on the lens, vibration, ambient light, incorrect range settings, or electrical noise.
Common limitations include:
- Problems with very shiny angled surfaces
- Weak signal from very dark or low-reflective materials
- Saturation from mirror-like reflections
- Sensitivity to lens contamination
- Need for correct alignment
- Reduced accuracy outside the ideal range
- Interference between nearby sensors
- Safety considerations for laser class
Some sensors handle difficult surfaces better than others because of stronger signal processing, automatic exposure control, different beam shapes, or profile measurement. But the application still matters.
A badly mounted laser sensor will not become good just because the datasheet looks expensive.
Laser Safety
Laser distance sensors use laser light, so laser safety should not be ignored.
Most industrial sensors are designed according to a specific laser class. The laser class defines how hazardous the laser may be under normal use.
In many automation applications, sensors are designed to be safe during normal operation, but it is still important to follow the manufacturer’s safety instructions.
Basic rules include:
- Do not stare directly into the laser beam
- Do not aim the laser at eyes
- Avoid reflective surfaces sending the beam toward people
- Follow the laser class warning label
- Use guards or shielding where needed
- Train operators and maintenance staff if required
It takes two seconds to be careful. Much better than learning laser safety the hard way.
Final Thoughts
Laser distance sensors measure distance using light. Depending on the sensor design, they may use triangulation for precise short-to-medium range measurement or time-of-flight for longer distance measurement.
Triangulation sensors calculate distance from the position of reflected light on a receiving element. Time-of-flight sensors calculate distance from the travel time or phase shift of the returned signal.
Both methods are useful. The right choice depends on range, accuracy, target surface, speed, and application.
Laser point sensors are great for small features and precise spots. Laser line sensors are better for rough or textured surfaces. Profile sensors provide even more information by measuring many points along a longer line.
The real value of laser distance sensors is their ability to measure without contact and provide accurate distance information to a control system. They help machines position parts, inspect quality, monitor levels, measure thickness, and control processes with much better precision than simple presence sensors.
Still, success depends on proper selection and mounting. Target surface, reflectivity, angle, measuring range, filtering, exposure control, and output configuration all matter.
Used correctly, laser distance sensors are one of the most useful tools in modern automation. Quietly measuring. Constantly checking. And saving machines from guessing.