Level measurement is used to detect how much material is inside a tank, vessel, silo, pipe, container, or hopper.
In industrial automation, level sensors are used everywhere.
They can detect:
Water level
Chemical level
Oil level
Food product level
Powder level
Granules
Cleaning liquid
Wastewater
Milk, juice, beer, or other liquids
Plastic pellets
Bulk materials
The basic job is simple:
The sensor tells the control system whether the tank is empty, full, partly full, or at a specific level.
The PLC or controller can then use this information to:
Start or stop pumps
Open or close valves
Prevent tank overflow
Prevent dry running
Control filling processes
Control emptying processes
Trigger alarms
Monitor inventory
Protect machines
Automate production
There are many types of level sensors, and the best choice depends on the medium, tank design, required accuracy, and whether you need simple point detection or continuous measurement.
What Is Level Measurement?
Level measurement means measuring or detecting the amount of material inside a container.
There are two main types:
Point level detection
Continuous level measurement
They sound similar, but they are used differently.
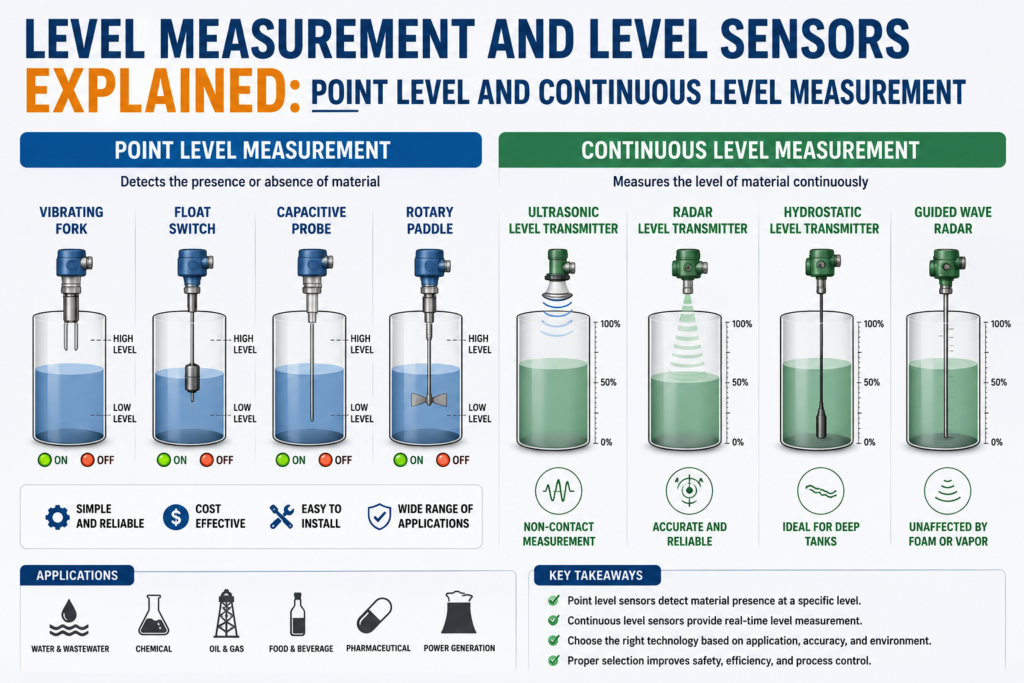
Point Level Detection
Point level detection means detecting whether material is present at one fixed point.
These sensors are often called level switches.
They do not measure the full tank level from 0% to 100%.
They only answer a simple question:
Is the material at this point or not?
For example:
Is the tank full?
Is the tank empty?
Has the liquid reached the minimum level?
Has the powder reached the high-level alarm point?
Is there product in the pipe?
The switching point is determined by the installation position of the sensor.
If the sensor is installed near the top of a tank, it can be used as a high-level alarm.
If the sensor is installed near the bottom, it can be used as a low-level alarm.
Common Point Level Applications
Point level sensors are commonly used for:
High-level alarm
Low-level alarm
Pump dry-run protection
Overflow prevention
Product presence detection
Minimum tank level detection
Maximum tank level detection
Material detection in hoppers
Pipe empty/full detection
Safety backup for continuous measurement
A common example is a tank with two level switches:
One low-level switch to stop the pump before the tank is empty.
One high-level switch to stop filling before the tank overflows.
Continuous Level Measurement
Continuous level measurement means measuring the level over a range.
Instead of only detecting one point, the sensor gives a changing measurement value.
For example:
0% tank level
25% tank level
50% tank level
75% tank level
100% tank level
The output can be shown as:
Percentage
Millimeters
Meters
Liters
Cubic meters
Gallons
Volume
Distance to surface
Continuous level sensors are used when the control system needs to know the actual level, not just full or empty.
Common Continuous Level Applications
Continuous level measurement is used for:
Tank inventory monitoring
Automatic filling control
Pump control
Batching systems
Chemical dosing tanks
Water treatment tanks
Storage tanks
Silos
Process vessels
Level display on HMI or SCADA
A PLC can read the level signal and use it for automatic control.
For example:
If level is below 20%, start filling.
If level reaches 90%, stop filling.
If level drops below 10%, trigger alarm.
Point Level vs Continuous Level Measurement
The simple difference is this:
Point level sensor = detects material at one fixed point.
Continuous level sensor = measures the actual level over a range.
A point level sensor is like an ON/OFF switch.
A continuous level sensor is like an analog measuring instrument.
Both are useful.
In many real systems, they are used together.
For example, a tank may have a continuous level transmitter for normal control and a separate high-level switch for overflow protection.
Main Level Measurement Technologies
There are many level measurement principles.
In this article, we will look at these common technologies:
Frequency sweep level detection
Capacitive level measurement
Photoelectric / optical level measurement
Potentiometric level measurement
Hydrostatic level measurement
Ultrasonic level measurement
Some of these are mainly used for point level detection.
Others are used for continuous level measurement.
1. Frequency Sweep Level Detection
Frequency sweep level sensors are point level sensors that use changes in resonance frequency to detect material.
The sensor tip contains an electrode.
This electrode and the surrounding environment form a small capacitor.
The capacitance changes depending on the material near the sensor tip.
Air has a different dielectric constant than water, oil, powder, foam, paste, or other materials.
The sensor electronics combine this capacitance with an internal coil to create a resonant circuit.
The sensor then checks how the resonance frequency changes.
When the measured frequency crosses the programmed threshold, the sensor changes its switching output.
Simple Explanation
The sensor tip behaves differently in air than it does in product.
When product touches or surrounds the tip, the electrical properties around the sensor change.
The sensor detects this change and switches ON or OFF.
So the basic idea is:
Sensor tip in air = one resonance condition.
Sensor tip in material = different resonance condition.
Electronics detect the difference.
Output changes state.
Why Frequency Sweep Sensors Are Useful
Frequency sweep sensors can often detect many different media types, including:
Liquids
Sticky products
Foam
Powders
Granules
Pastes
Solids
Products that coat the sensor tip
They are often used as an alternative to vibrating fork sensors.
They can be useful when the material is sticky, light, viscous, or difficult for other sensor types.
Common Applications
Frequency sweep point level sensors are used for:
Tank high-level detection
Tank low-level detection
Foam detection
Powder detection
Sticky liquid detection
Food and beverage processes
Chemical tanks
CIP systems
Media detection
Pump protection
Advantages
Can detect many types of media
Can work with liquids and solids
Good for point level detection
Can be adjusted for different media
Useful where mechanical moving parts are not wanted
Can work in compact installations
Limitations
Needs correct setup for the medium
May require teach-in or threshold adjustment
Very heavy buildup can still cause problems
Installation position matters
Not used for continuous level measurement in most cases
2. Capacitive Level Measurement
Capacitive level sensors detect level by measuring changes in capacitance.
A capacitive sensor works like an open capacitor.
It creates an electric field between a measuring electrode and a reference or ground electrode.
When material enters this electric field, the capacitance changes.
The sensor electronics detect this capacitance change and switch the output.
Simple Explanation
Air has a low dielectric constant.
Many liquids and solids have a higher dielectric constant than air.
When product comes near the sensing area, the capacitance increases.
The sensor detects the increase and changes state.
So:
Air in front of sensor = low capacitance.
Material in front of sensor = higher capacitance.
Sensor output switches.
Capacitive Level Detection With Media Contact
Some capacitive level sensors are installed directly inside the tank or through the tank wall.
In this case, the sensor face touches the product.
This is useful for:
Liquids
Powders
Granules
Pastes
Chemicals
Food products
Plastic pellets
Oils, depending on sensor type
Sensors for direct contact applications often have plastic or metal housings that resist chemicals and mechanical stress.
Fully enclosed sensor housings are often preferred when the sensor must touch the medium directly.
Capacitive Detection Through Container Walls
One big advantage of capacitive sensors is that they can sometimes detect material through non-metallic container walls.
For example, they may detect liquid through:
Plastic tanks
Glass containers
Thin non-conductive walls
Plastic pipes
Small containers
This is useful when:
The container must stay closed
The liquid is aggressive
The product must not be contaminated
You do not want to drill into the tank
The process must stay hygienic
Detection through the wall works best when the medium has a high dielectric constant or good conductivity.
Water-based liquids are usually easier to detect than oils or very low dielectric materials.
Compensation Electrode
Some capacitive sensors include a compensation electrode.
This helps reduce false switching caused by:
Moisture on the sensor face
Foam
Residue
Sediment
Deposits
Product film
This is useful in applications where the sensor surface may get dirty or wet.
Advantages of Capacitive Level Sensors
Can detect liquids and solids
Can work through plastic or glass walls
No moving parts
Good for point level detection
Compact and simple
Useful for closed containers
Can be used without direct media contact in some cases
Limitations of Capacitive Level Sensors
Affected by dielectric constant of the medium
May need adjustment for different products
Coating and buildup can cause false switching
Metal tanks may limit through-wall detection
Foam or deposits may confuse the sensor
Not always ideal for very low dielectric materials
3. Photoelectric / Optical Level Measurement
Photoelectric level sensors, also called optical level sensors, use light to detect whether liquid is present.
A common design uses a transparent sensor tip.
The sensor sends light into the tip and detects how the light reflects.
The behavior changes depending on whether the tip is surrounded by air or immersed in liquid.
How Optical Point Level Sensors Work
When the sensor tip is in air, light inside the tip reflects internally.
When the tip is immersed in liquid, the reflection changes.
Some of the light is refracted into the liquid instead of reflecting back.
The sensor detects this change and switches the output.
This is based on a change in the critical angle for total internal reflection.
Simple Explanation
Sensor tip in air:
Light reflects back inside the sensor.
Receiver gets strong light signal.
Sensor tip in liquid:
Light is deflected into the liquid.
Receiver gets less light or a different signal.
Output changes state.
What Liquids Can Optical Sensors Detect?
Optical level sensors can detect many liquids, including:
Clear liquids
Turbid liquids
Conductive liquids
Non-conductive liquids
Water
Oils
Chemicals
Some food liquids
The liquid does not need to be electrically conductive.
This is an advantage compared with conductivity-based detection.
Optical Detection Without Media Contact
Some optical level sensors detect liquid through transparent tubes, hoses, or sight glasses.
In this setup, the sensor is mounted outside the tube.
It sends light through the tube wall.
When liquid enters the detection area, the amount of light reaching the receiver changes.
This allows level or presence detection without the sensor touching the liquid.
This is useful for:
Small tubes
Medical or laboratory systems
Clear hoses
Closed systems
Applications where contamination must be avoided
Advantages of Optical Level Sensors
Fast response
No moving parts
Can detect clear and turbid liquids
Can detect conductive and non-conductive liquids
Compact design
Useful for small containers
Some versions work without media contact
Limitations of Optical Level Sensors
Sensor tip must stay clean
Foam can cause false detection
Bubbles may affect switching
Coating or deposits can block the light path
Not suitable for all solids or powders
External optical versions need suitable tube material
Optical sensors are very useful, but they need a clean optical path.
4. Potentiometric Level Measurement
Potentiometric level sensors are used for continuous level measurement in conductive liquids.
They usually use a probe rod inserted into the tank.
The measuring principle is based on a changing voltage ratio between the sensor probe and a conductive tank wall or reference electrode.
The liquid’s conductivity and capacitance create an electrical field.
As the filling level changes, the electrical behavior along the probe changes.
The electronics detect this change and convert it into a level value.
Simple Explanation
Think of the probe and liquid as acting like an electrical divider.
As more of the probe is covered by liquid, the measured electrical ratio changes.
The sensor converts this ratio into a level signal.
So:
Low level = small covered probe area.
High level = large covered probe area.
Electronics convert this into level.
The output can be proportional to the filling level.
Where Potentiometric Level Sensors Are Used
Potentiometric level sensors are commonly used in:
Conductive liquid tanks
Food and beverage applications
Water-based liquids
Hygienic tanks
Small process vessels
Dosing tanks
CIP systems
Metal tanks
Closed tanks
They are often used where reliable continuous level measurement is needed and the liquid is conductive enough.
Advantages
Continuous level measurement
Good for conductive liquids
Can be compact
Good for hygienic applications
Can provide analog output
No moving parts
Can work well in narrow tanks
Limitations
Needs conductive liquid
Usually not suitable for oils or non-conductive media
Tank or reference conditions matter
Coating may affect measurement
Probe length must match the measuring range
Installation and grounding must be correct
5. Hydrostatic Level Measurement
Hydrostatic level measurement uses pressure to calculate liquid level.
A pressure sensor is installed near the bottom of a tank.
As the liquid level increases, the pressure at the bottom increases.
The sensor measures this pressure and converts it into level.
The basic principle is:
More liquid above the sensor = more pressure.
Hydrostatic Pressure Formula
The pressure created by a liquid column is:
p = ρ × g × h
Where:
p = pressure
ρ = liquid density
g = gravitational acceleration
h = liquid height
This means the pressure depends on:
Liquid height
Liquid density
Gravity
In most practical applications, gravity is constant, so level is calculated from pressure and density.
Simple Example
If the liquid level rises, the pressure sensor at the bottom feels more pressure.
If the liquid level falls, the pressure decreases.
The transmitter converts this pressure into level.
For example:
Low pressure = low level.
High pressure = high level.
Important: Density Matters
Hydrostatic level measurement depends on liquid density.
If the density changes, the level calculation can become inaccurate.
For example, water and oil do not have the same density.
A tank filled with 1 meter of water creates more pressure than 1 meter of a lighter liquid.
So the transmitter must be set up for the correct liquid density.
Open vs Closed Tanks
Hydrostatic measurement is simpler in open tanks.
For closed pressurized tanks, the gas pressure above the liquid can affect the measurement.
In closed tanks, differential pressure measurement may be needed.
This means measuring the pressure at the bottom and compensating for the pressure above the liquid.
Advantages of Hydrostatic Level Measurement
Simple and reliable
Good for continuous liquid level
Works in many tanks
Not affected by foam on top
Can work with dirty liquids
Good for deep tanks
Easy PLC integration
Limitations
Only for liquids, not dry bulk solids
Depends on liquid density
Pressure sensor can be affected by buildup
Closed tanks may need pressure compensation
Sensor must tolerate process pressure and chemicals
Bottom installation may be exposed to sludge or sediment
6. Ultrasonic Level Measurement
Ultrasonic level sensors measure level using sound waves.
The sensor is mounted above the material.
It sends high-frequency sound pulses toward the surface.
The sound reflects from the surface and returns to the sensor.
The sensor measures the time it takes for the echo to return.
From this time, it calculates the distance to the surface.
Simple Explanation
The ultrasonic sensor sends a sound pulse.
The pulse hits the liquid or solid surface.
The echo comes back.
The sensor measures the travel time.
Short travel time = surface is close = high level.
Long travel time = surface is far = low level.
This is called time-of-flight measurement.
Distance vs Level
An ultrasonic sensor usually measures distance from the sensor to the material surface.
To calculate level:
Level = Tank height – measured distance
For example:
Tank height = 3 meters
Measured distance to liquid surface = 1 meter
Level = 2 meters
The transmitter or PLC can do this calculation.
What Can Ultrasonic Sensors Measure?
Ultrasonic sensors can measure:
Liquids
Grain
Powder
Granules
Bulk solids
Transparent liquids
Dark liquids
Some difficult optical materials
They do not require contact with the medium.
This is a big advantage.
Advantages of Ultrasonic Level Sensors
No media contact
Good for liquids and some solids
Works with many colors and transparencies
Good for dirty or aggressive liquids
Easy installation from above
Continuous level output
No moving parts
Limitations of Ultrasonic Level Sensors
Foam can absorb sound
Steam can disturb measurement
Dust can weaken the echo
Turbulent surfaces can cause unstable readings
Obstacles inside the tank can reflect sound
Temperature changes affect sound speed
Very narrow tanks can cause false echoes
Vacuum or high pressure may not be suitable
Sensor has a dead zone near the face
Ultrasonic sensors are useful, but the tank environment matters.
Output Signals From Level Sensors
Level sensors can provide different output types.
Common outputs include:
PNP switching output
NPN switching output
Relay output
4–20 mA analog output
0–10V analog output
IO-Link
Modbus
HART
PROFINET
EtherNet/IP
Point level sensors usually provide switching outputs.
Continuous level sensors usually provide analog or digital measurement values.
Point Level Output Example
A high-level switch may work like this:
Tank level below sensor → output OFF
Tank level reaches sensor → output ON
PLC sees input ON → stop filling pump
This is simple ON/OFF logic.
Continuous Level Output Example
A continuous level sensor may be scaled like this:
4 mA = 0% level
20 mA = 100% level
So:
4 mA = empty
12 mA = 50%
20 mA = full
The PLC can display the level on an HMI and use it for automatic control.
How Level Sensors Connect to PLC Systems
In automation, level sensors often connect to a PLC.
Point level sensor example:
Sensor output → PLC digital input
PLC logic → pump or valve control
Continuous level sensor example:
Sensor analog output → PLC analog input
PLC scaling → level in percent, mm, liters, or m³
HMI displays level
PLC controls pump or valve
A typical tank control logic may look like this:
If level is below 20%, start pump.
If level reaches 80%, stop pump.
If high-level switch activates, stop filling and alarm.
If low-level switch activates, stop discharge pump.
This is one of the most common automation applications.
Choosing the Right Level Sensor
Before choosing a level sensor, ask these questions:
Do I need point detection or continuous measurement?
Is the medium liquid, powder, granule, or paste?
Is the medium conductive or non-conductive?
Is the tank metal or plastic?
Can the sensor touch the medium?
Is non-contact measurement required?
Is the medium sticky, foamy, or dirty?
Is there pressure or vacuum?
What is the process temperature?
What is the chemical compatibility requirement?
Is the tank open or closed?
Is there foam, steam, dust, or turbulence?
Do I need a hygienic process connection?
Do I need 4–20 mA, switching output, or IO-Link?
Will the sensor connect to a PLC?
What accuracy is required?
Is the tank shape simple or complex?
There is no single level sensor that is best for every application.
The right sensor depends on the process.
Basic Sensor Selection Guide
Use Frequency Sweep When:
You need point level detection
The medium may be liquid, solid, sticky, or powder
A vibrating fork is not ideal
You want a compact level switch
You need adjustable detection
Use Capacitive When:
You need point level detection
You want to detect through a plastic wall
The medium has a suitable dielectric constant
You need a compact sensor
You want no moving parts
Use Optical When:
You need fast liquid detection
The sensor tip can stay clean
The liquid may be conductive or non-conductive
You need compact point level detection
You want tube or hose detection in some cases
Use Potentiometric When:
You need continuous level measurement
The liquid is conductive
The tank design supports probe installation
You need a compact rod-style sensor
You work with water-based or hygienic liquids
Use Hydrostatic When:
You need continuous liquid level
The tank is deep
Foam is present on the surface
Non-contact measurement is difficult
Liquid density is known and stable
A pressure sensor can be installed near the bottom
Use Ultrasonic When:
You need non-contact continuous measurement
The medium surface gives a good echo
The tank has space above the liquid
The environment has limited foam, dust, or steam
You want to measure liquids or bulk solids without contact
Common Problems in Level Measurement
Level sensor problems can come from many sources.
Common causes include:
Wrong sensor technology
Wrong installation position
Sensor not reaching the medium
Buildup or coating
Foam
Air bubbles
Dust
Steam
Condensation
Wrong PLC scaling
Wrong output wiring
Bad power supply
Wrong teach setting
Incorrect calibration
Wrong tank geometry
Wrong medium density
False echoes
Grounding problems
Cable damage
Many level measurement problems are not caused by a bad sensor.
They are caused by choosing the wrong sensor type or installing it in the wrong place.
Practical Examples
Example 1: Pump Dry-Run Protection
A low-level point sensor is installed near the bottom of a tank.
When the liquid drops below the sensor, the PLC stops the pump.
This prevents the pump from running dry.
Suitable sensor types may include:
Capacitive
Frequency sweep
Optical
Conductive, depending on liquid
Example 2: Tank Filling Control
A continuous level sensor measures tank level from 0% to 100%.
The PLC starts and stops filling based on level.
A high-level switch is also installed as backup overflow protection.
This gives both normal control and safety backup.
Suitable sensor types may include:
Hydrostatic
Ultrasonic
Potentiometric
Radar, depending on application
Example 3: Plastic Tank Level Detection
A capacitive sensor is mounted outside a plastic tank.
It detects the liquid through the tank wall.
This avoids direct contact with the liquid.
This is useful when the liquid is aggressive or contamination must be avoided.
Example 4: Open Water Tank Measurement
A hydrostatic pressure transmitter is installed near the bottom.
As water level rises, pressure increases.
The PLC converts pressure into level.
This is simple and reliable for many water tanks.
Example 5: Non-Contact Chemical Tank Level
An ultrasonic sensor is mounted above a chemical tank.
It measures the distance to the liquid surface without touching the liquid.
This can be useful when direct contact is not wanted.
But foam, steam, or vapor must be checked because they can affect ultrasonic measurement.
Advantages of Level Sensors in Automation
Level sensors help automation systems:
Avoid overflow
Protect pumps
Reduce manual checking
Improve process control
Monitor tank inventory
Prevent dry running
Improve safety
Reduce product loss
Control filling and emptying
Trigger alarms
Automate cleaning and batching
Without level measurement, many tank and process systems would need manual supervision.
Final Thoughts
Level measurement is one of the most common tasks in industrial automation.
There are two main types:
Point level detection tells the PLC whether material is present at one fixed point.
Continuous level measurement tells the PLC the actual level over a range.
Common level sensor technologies include:
Frequency sweep
Capacitive
Optical
Potentiometric
Hydrostatic
Ultrasonic
Each technology has strengths and limitations.
Capacitive and frequency sweep sensors are common for point level detection.
Optical sensors are useful for fast liquid detection.
Potentiometric sensors work well for conductive liquid level.
Hydrostatic sensors use pressure to calculate liquid level.
Ultrasonic sensors measure level without touching the medium.
The most important idea is:
Choose the sensor based on the medium, tank design, installation conditions, and whether you need point detection or continuous measurement.
A good level sensor is not only about the sensor itself.
Correct installation, correct output scaling, correct material compatibility, and correct sensor principle are just as important.