Ultrasonic sensors are a bit like bats in a factory.
That sounds strange, but it’s basically true. They send out sound waves, wait for the echo, and then use that echo to figure out whether something is there — or how far away it is.
No contact. No touching. No mechanical arm. Just sound.
In industrial automation, ultrasonic sensors are used when objects need to be detected or measured reliably, even when optical sensors may struggle. Dust? Usually not a big issue. Transparent object? Often fine. Shiny surface? Not the same headache as with photoelectric sensors. That is why ultrasonic sensors are commonly found in packaging machines, level monitoring, material handling, feeder systems, conveyors, tank applications, and many other production processes.
They’re not perfect, of course. No sensor is. But when used correctly, ultrasonic sensors are very useful little devices.
What Is an Ultrasonic Sensor?
An ultrasonic sensor is a non-contact sensor that uses high-frequency sound waves to detect objects or measure distance.
The sound frequency is above the range of human hearing, so you don’t hear it working. The sensor emits an ultrasonic pulse, the pulse travels through the air, hits an object, and reflects back to the sensor. The sensor then measures how long this round trip took.
This method is called the time-of-flight principle.
In simple words:
The sensor sends sound.
The object reflects sound.
The sensor catches the echo.
Then it calculates distance.
That is the whole trick.
How Does an Ultrasonic Sensor Work?
Most ultrasonic sensors work by measuring the time between sending and receiving a sound pulse.
The sensor has a transducer that can produce ultrasonic waves. In many designs, the same transducer is used for both transmitting and receiving. First, it sends a sound wave. Then it switches into receive mode and waits for the reflected echo.
The time delay between sending the sound and receiving the echo is proportional to the distance between the sensor and the object.
The basic distance formula is:
Distance L = (T × C) / 2
Where:
- L = distance to the object
- T = time between sound emission and echo reception
- C = speed of sound
The value is divided by 2 because the sound travels to the object and then back again. The measured time is for the full journey, not just one way.
It’s simple when written like that. In reality, the electronics are doing the timing very quickly and very precisely, then converting it into a digital switching signal or analog distance value.
Measuring Range of Ultrasonic Sensors
The measuring range of ultrasonic sensors depends on the sensor design, frequency, transmitter strength, receiver sensitivity, target size, surface shape, and environmental conditions.
Some ultrasonic sensors work over only a few centimeters. Others can measure several meters.
Generally, the measuring range is affected by:
- Ultrasonic frequency
- Sound wave amplitude
- Transmitter power
- Receiver sensitivity
- Target size
- Target surface material
- Target angle
- Air temperature
- Dust, mist, or air movement
- Background reflections
A larger, flat, hard object is usually easier to detect than a small, soft, angled, or sound-absorbing object.
That’s worth remembering. A sensor that detects a steel plate perfectly may behave very differently when trying to detect foam, cloth, cotton, powder, or a thin transparent film. Same sensor. Different echo.
Main Ultrasonic Sensor Principles
Ultrasonic sensors can be built in several different ways depending on the application.
The most common sensor principles are:
- Ultrasonic proximity sensors
- Ultrasonic retro-reflective sensors
- Ultrasonic through-beam sensors
- Ultrasonic distance sensors
- Ultrasonic level sensors
Each type uses ultrasonic sound, but the way the signal is evaluated is different.
And that difference matters.
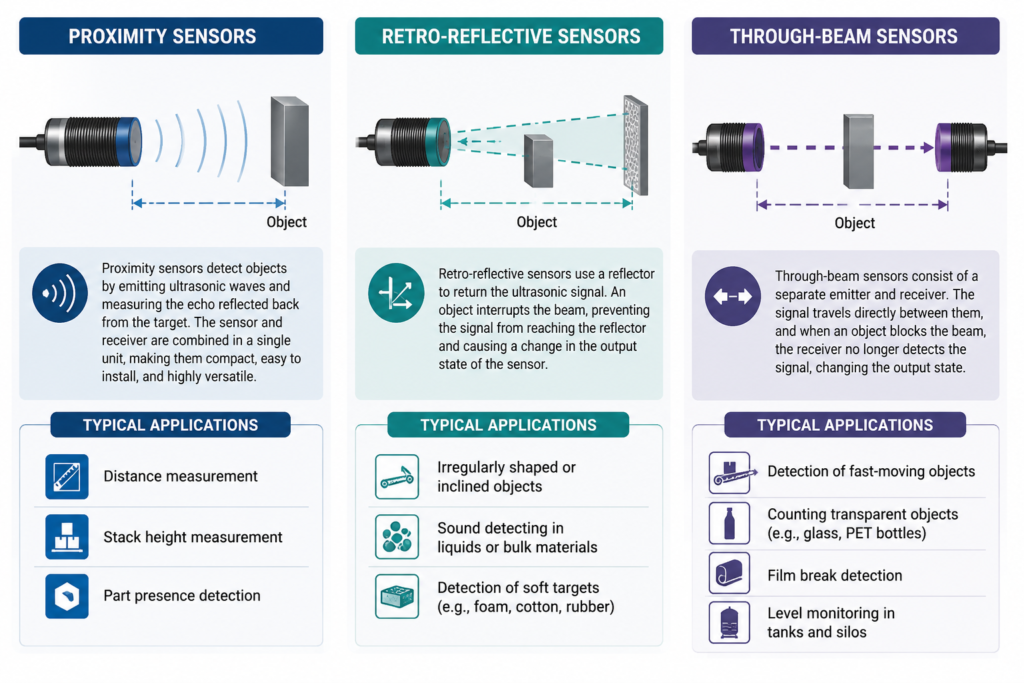
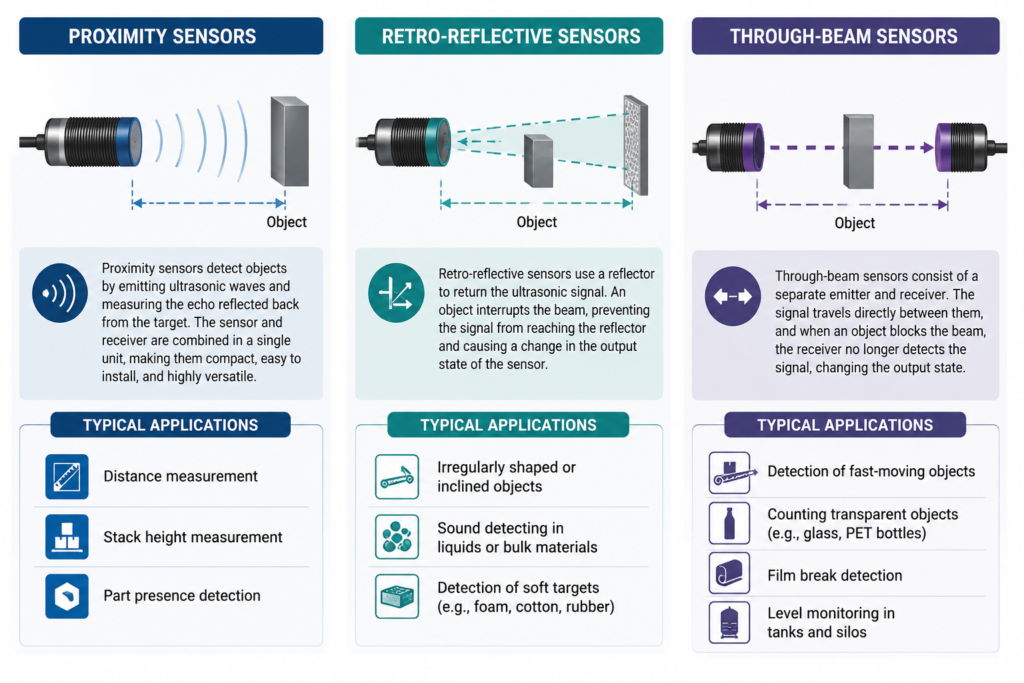
Ultrasonic Proximity Sensors
Ultrasonic proximity sensors are one of the simplest and most common types.
The transmitter and receiver are built into the same housing. The sensor sends an ultrasonic pulse toward the target. If the sound reflects back from an object within the sensing range, the sensor detects the echo and switches its output.
This type is often used for basic object detection and distance-related switching.
Typical applications include:
- Object presence detection
- Distance measurement
- Stack height monitoring
- Part detection
- Box detection on conveyors
- Level detection in some applications
Many ultrasonic proximity sensors have adjustable sensing ranges. This adjustment may be made with a potentiometer, teach-in button, remote teach input, or IO-Link, depending on the sensor model.
When an object is detected inside the set detection area, the output changes state. Usually, an LED on the sensor also shows the switching status.
Simple and useful.
Target Detection With Ultrasonic Proximity Sensors
Ultrasonic sensors work best when the target reflects sound well.
Hard and flat surfaces usually give strong echoes. Liquids, granules, powders, plastics, and many solid objects can also be detected, but the maximum sensing distance depends on how well they reflect sound.
For rated sensing distance, manufacturers often test sensors using standard flat square targets. These targets are normally mounted perpendicular to the sensor axis, because that gives a strong and repeatable reflection.
In real machines, things are rarely that polite.
Objects may be tilted, curved, rough, soft, porous, or moving quickly. All of these can reduce the reflected signal. If the echo is too weak, the sensor may not detect the target reliably.
Common sound-absorbing materials include:
- Foam rubber
- Cotton
- Wool
- Cloth
- Felt
- Very porous materials
These materials can absorb or scatter ultrasonic sound instead of reflecting it cleanly. So the sensor may need to be mounted closer, aimed more carefully, or replaced with a different sensing principle.
Sonic Cone and Detection Area
An ultrasonic sensor does not send sound in a perfectly thin laser-like line.
It sends sound in a cone-shaped area.
This is called the sonic cone or sound cone. Inside this cone, the sensor can receive echoes from objects. The shape of the cone depends on the sensor design and sensing range.
Close to the sensor, there can also be side lobes. These are smaller areas where sound may spread wider than expected. Because of this, nearby machine parts, brackets, walls, or edges can sometimes create unwanted reflections.
At longer distances, the sound spreads and weakens because of air absorption and diffusion.
So when mounting an ultrasonic sensor, you must think about the whole sound cone, not just the center line.
A sensor may accidentally detect something beside the target if that object is inside the cone and reflects sound strongly. This is one reason why ultrasonic sensor placement is so important.
Ultrasonic Retro-Reflective Sensors
Ultrasonic retro-reflective sensors work similarly to proximity sensors, but with one important difference: they use a fixed reflector in the background.
The sensor measures the distance to the reflector. As long as the expected echo comes back from the reflector, the output stays in its normal state. When an object enters the sensing area and changes the echo timing, the sensor switches.
In other words, the sensor is not only looking for an object. It is watching for a change between the expected reflector echo and the object echo.
Any stationary object with good sound-reflecting properties can be used as a reflector, as long as it is suitable for the sensor range and application.
Typical applications include:
- Detection of irregularly shaped objects
- Detection of angled or sound-deflecting objects
- Detection of sound-absorbing materials
- Detecting foam, cotton, cloth, or similar materials
- Applications where direct echo from the target is unreliable
This type can be very useful when the object itself does not reflect sound well. Instead of relying only on the weak target echo, the sensor notices that the normal reflector echo has been interrupted or changed.
Quite clever, honestly.
Advantages of Ultrasonic Retro-Reflective Sensors
Retro-reflective ultrasonic sensors are useful because they can detect difficult materials more reliably than simple proximity sensors in some applications.
Important advantages include:
- Detection of sound-absorbing materials
- Reliable detection of objects that deflect sound away
- Good performance with irregular shapes
- Detection of objects that may not return a strong direct echo
- Reduced blind zone issues in some setups, depending on object size and sensor design
For reliable detection, the object must cover enough of the sound cone so that the reflector echo is properly interrupted. If the object is too small or does not block enough of the sound path, the sensor may still receive the reflector echo and fail to switch.
So, again, object size matters.
Small object, weak interruption. Big object, stronger interruption. No mystery there.
Ultrasonic Through-Beam Sensors
Ultrasonic through-beam sensors use two separate devices: an emitter and a receiver.
The emitter sends a continuous or repeated ultrasonic signal. The receiver listens for that signal. When an object passes between them and blocks the sound beam, the receiver changes its output state.
This setup can give very fast response times and long sensing ranges compared with some other ultrasonic principles.
Typical applications include:
- Detecting fast-moving objects
- Counting objects on conveyors
- Detecting glass containers
- Detecting PET bottles
- Monitoring transparent materials
- Film break detection
- Web monitoring
- Level monitoring in tanks and silos
Through-beam ultrasonic sensors are especially useful when the object is difficult to detect with optical sensors. Transparent materials, glossy surfaces, and color changes are usually less of a problem for ultrasonic detection.
The sensor is not looking at color.
It is listening for sound interruption.
Sonic Beam Angle and Repeatability
In through-beam ultrasonic sensors, the sound beam has a defined angle. This is often called the sonic beam angle.
A narrower beam can help improve switching repeatability because the detection zone is more controlled. Under identical conditions, some through-beam ultrasonic sensors can repeat the switching point within a few millimeters.
That makes them useful for counting and presence detection where consistent switching is important.
Through-beam sensors may also have hysteresis. Hysteresis means there is a difference between the point where the sensor switches on and the point where it switches back off. This helps prevent unstable switching when an object is right on the edge of the detection zone.
Without hysteresis, the output could chatter like crazy. Nobody wants that in a PLC input.
Ultrasonic Distance Sensors
Ultrasonic distance sensors provide a measurement value proportional to the distance of the target.
Instead of only switching on or off, they output an analog signal such as voltage or current. Common industrial analog outputs include:
- 0–10 V
- 1–10 V
- 4–20 mA
- 0–20 mA
Some sensors also provide digital communication, depending on model and system.
The output value changes as the measured distance changes. For example, a sensor may output a low voltage when the object is close and a higher voltage when the object is farther away. The exact scaling depends on the sensor setup.
In many applications, the measuring range and output curve can be adjusted with a potentiometer, teach-in function, or IO-Link.
Current output, such as 4–20 mA, is often preferred when cable runs are long or the environment has electrical interference. Voltage signals can work well too, but they are more sensitive to voltage drop and noise in some installations.
Ultrasonic Level Sensors
Ultrasonic level sensors are used to measure or detect the level of liquids, powders, granules, or bulk materials.
They are often mounted above the material surface. The sensor sends sound waves downward, the material surface reflects the sound back, and the sensor calculates the distance. From that distance, the system can determine the level.
Typical level applications include:
- Tank level measurement
- Silo level measurement
- Hopper level detection
- Liquid storage monitoring
- Powder and granule level monitoring
- Point level detection
Ultrasonic level sensing is attractive because it is non-contact. The sensor does not need to touch the liquid or material. This can be helpful when the product is sticky, dirty, corrosive, or difficult to access.
However, foam, vapor, dust clouds, angled surfaces, turbulence, and very soft materials can affect the echo. So sensor selection and mounting position are important.
As usual, the sensor is only as good as the application setup.
Where Are Ultrasonic Sensors Used?
Ultrasonic sensors are used in many industrial applications because they can detect a wide range of materials.
They can detect:
- Solid objects
- Liquids
- Granules
- Powders
- Transparent materials
- Glossy materials
- Objects with changing colors
- Irregular surfaces
- Some sound-absorbing materials, depending on sensor principle
This makes them useful in industries such as:
- Packaging
- Food and beverage
- Electronics production
- Material handling
- Feeder technology
- Plastics processing
- Printing and converting
- Chemical processing
- Water and wastewater
- Storage and logistics
A very practical benefit is that ultrasonic sensors are quite tolerant of dirt, dust, smoke, mist, and changing object color. Optical sensors can struggle badly in those conditions. Ultrasonic sensors often keep working because they rely on sound reflection instead of light.
Not always, but often enough to make them worth considering.
Typical Applications of Ultrasonic Sensors
Some common ultrasonic sensor applications include:
- Detecting boxes on conveyors
- Measuring stack height
- Detecting transparent bottles
- Counting PET containers
- Monitoring film break
- Detecting web edges or material presence
- Measuring liquid level in tanks
- Monitoring powder level in hoppers
- Detecting objects with changing colors
- Detecting glossy or reflective objects
- Checking part presence in assembly machines
- Measuring distance to moving objects
- Monitoring fill levels in silos
One area where ultrasonic sensors really shine is detecting objects that optical sensors find difficult. Transparent bottles, shiny packaging, black materials, or objects with mixed colors can create problems for photoelectric sensors. Ultrasonic sensors don’t care much about visual appearance.
They care about echo.
Mounting Ultrasonic Sensors Correctly
Mounting is a big deal with ultrasonic sensors.
The target should usually be inside the main sound cone and, ideally, positioned so that the sound reflects back toward the sensor. Flat targets are best detected when mounted perpendicular to the sensor axis.
If the target is tilted, the sound may bounce away instead of returning to the receiver. The sensor may then miss the object or detect it only at a shorter range.
Good mounting practice includes:
- Aim the sensor directly at the target surface
- Keep the target inside the main sound cone
- Avoid unwanted objects inside the sensing area
- Leave enough clearance around the sensor face
- Avoid mounting too close to walls or brackets
- Consider the blind zone near the sensor
- Keep sensors away from strong air turbulence when possible
- Use stable brackets to prevent vibration
- Check the sensing range with the real target material
The blind zone is especially important. Many ultrasonic sensors cannot detect objects that are too close to the sensing face because the transducer needs time to switch from transmit mode to receive mode. If the object is inside this blind region, the sensor may not detect it properly.
Too close can be just as bad as too far.
Standard Target and Real Target Differences
Sensor datasheets often define range using standard targets, usually flat square metal targets of a certain size. These are useful for comparison, but real objects may behave differently.
A large flat steel plate reflects sound well.
A small round plastic cap? Different story.
A cloth bag? Very different.
A tilted foam piece? Good luck, maybe.
The actual sensing distance depends on:
- Target size
- Target angle
- Surface roughness
- Surface hardness
- Material porosity
- Shape
- Movement speed
- Background reflections
If the real target is smaller than the standard target, the maximum sensing distance may be reduced. If the surface absorbs sound, the range may also drop. If the object is angled, the echo may not return to the sensor.
This is why testing with the real object is always better than relying only on catalogue numbers.
Using Several Ultrasonic Sensors Near Each Other
When several ultrasonic sensors are installed close together, they can interfere with each other.
One sensor may receive the echo or sound pulse from another sensor. This can cause false readings, unstable switching, or completely wrong distance values.
To reduce mutual interference, consider:
- Mounting sensors farther apart
- Aiming sensors at different angles
- Using separating walls or sound-absorbing material
- Using synchronization inputs, if available
- Triggering sensors one at a time
- Using time slots in the PLC program
- Using sensors with communication features or filtering functions
- Avoiding overlapping sound cones
This becomes especially important in applications with multiple level sensors, several distance sensors on one machine, or object detection points placed close together.
If three ultrasonic sensors are all shouting into the same area at the same time, don’t be surprised when one of them hears the wrong echo.
Advantages of Ultrasonic Sensors
Ultrasonic sensors have several strong advantages.
They work without contact. They can detect many different materials. They are less affected by object color, transparency, or gloss than optical sensors. They can work in dusty or misty environments. They are useful for both object detection and distance measurement.
Main advantages include:
- Non-contact detection
- Good for transparent and glossy objects
- Useful in dusty or dirty environments
- Can detect solids, liquids, powders, and granules
- Suitable for distance measurement
- Suitable for level measurement
- Works where optical sensors may be unreliable
- Available with digital or analog outputs
- Can be adjusted for different ranges
This is why ultrasonic sensors are often chosen for difficult detection tasks where other sensor types are too sensitive to color, surface finish, or dirt.
Limitations of Ultrasonic Sensors
Ultrasonic sensors are useful, but they have limits.
Soft materials can absorb sound. Angled surfaces can reflect sound away. Air temperature affects the speed of sound. Strong air movement, turbulence, vapor, foam, dust clouds, or acoustic noise can affect performance in some applications.
They also have a blind zone near the sensor face. Objects inside that zone may not be detected correctly.
Common limitations include:
- Reduced range with sound-absorbing materials
- Problems with strongly angled surfaces
- Possible interference between multiple sensors
- Blind zone near the sensor
- Slower response compared with some optical sensors
- Influence from temperature and air conditions
- Weak echoes from small or irregular objects
So no, ultrasonic sensors are not a universal solution for everything. But when the target and environment fit the technology, they can be extremely reliable.
Final Thoughts
Ultrasonic sensors use high-frequency sound waves to detect objects and measure distance. They work by sending out a sound pulse, receiving the echo, and calculating distance from the time it takes for the sound to return.
The same basic idea can be used in different sensor types: proximity sensors, retro-reflective sensors, through-beam sensors, distance sensors, and level sensors.
Each type has its place.
Proximity sensors are simple and compact. Retro-reflective sensors help with difficult object surfaces. Through-beam sensors are excellent for fast detection and counting. Distance sensors provide analog measurement values. Level sensors measure liquids, powders, granules, and bulk materials without contact.
The real strength of ultrasonic sensors is that they do not care much about color, gloss, or transparency. That makes them valuable in real factory conditions, where products are not always clean, matte, flat, and perfectly behaved.
Still, mounting matters. Target shape matters. Surface material matters. Distance matters. And if several ultrasonic sensors are installed close together, interference can become a sneaky little problem.
Used properly, ultrasonic sensors are tough, flexible, and very practical. Not glamorous maybe, but in automation, practical usually wins.